
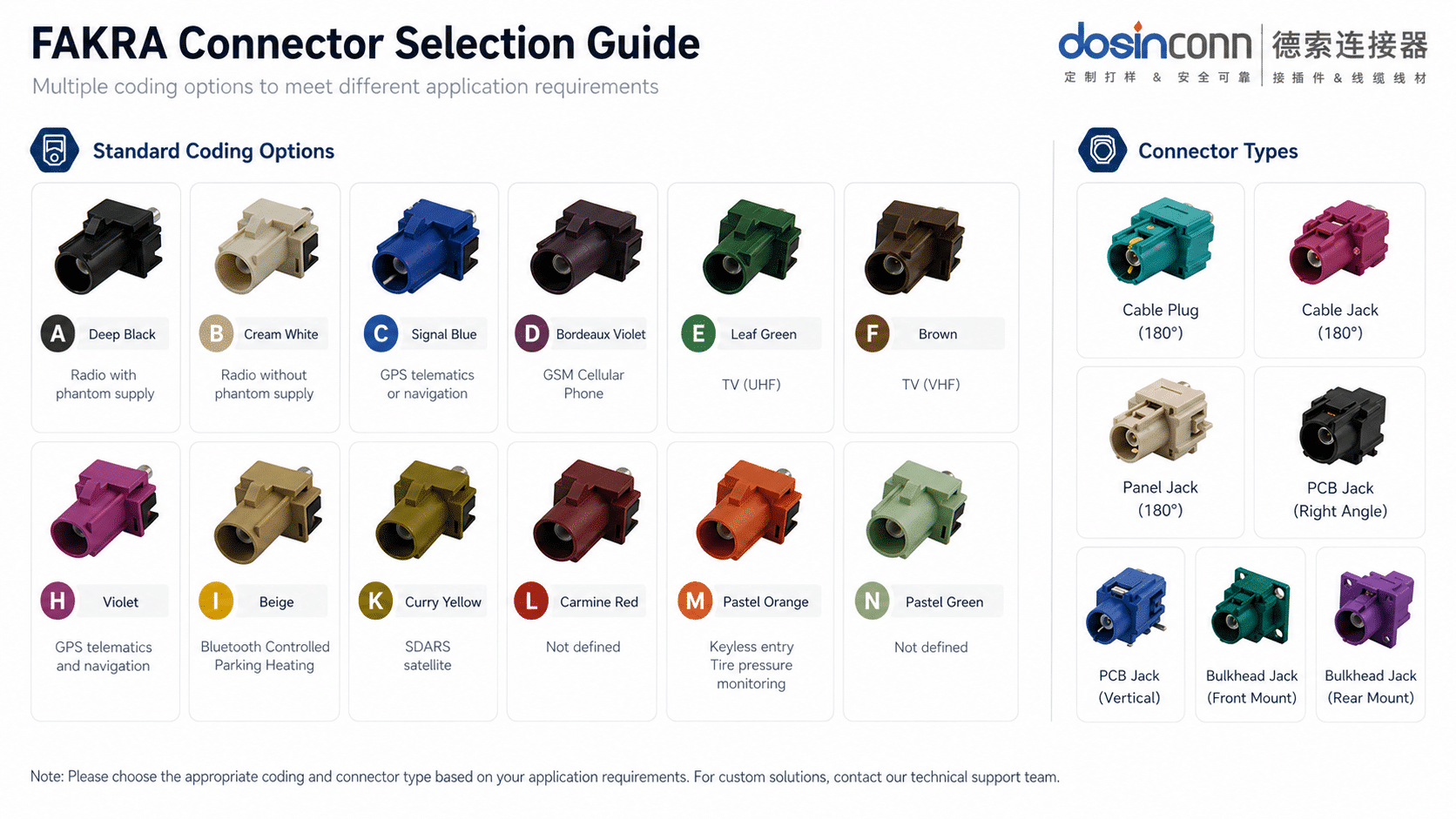
Fakra插座通孔回流焊少锡与锡珠同步出现:钢网开孔面积与避孔设计之间的黄金法则
✍️ 德索连接器 · 王工
做Fakra插座PCB焊接时,有一种现象特别让工艺工程师头疼:
一块板子上,
一边焊点明显少锡,
另一边却出现了一圈锡珠。
更奇怪的是:
调整了焊膏品牌没改善;
提高回流温度也没改善;
甚至更换Fakra插座后问题依旧。
最后复盘发现,真正的问题并不在连接器,而是在一个经常被忽略的地方——
钢网开孔设计。
很多人以为钢网只是”决定焊膏印多少”。
实际上对于Fakra这类大尺寸通孔连接器来说,它直接影响:
- 焊膏释放率;
- 排气路径;
- 熔融焊料流动;
- 最终焊点成形。
钢网设计不合理,就很容易出现:
少锡和锡珠同时发生。
🔍 为什么会同时出现”少锡”和”锡珠”?
很多人觉得:
少锡说明焊膏不够。
锡珠说明焊膏太多。
两者不是矛盾吗?
其实一点也不矛盾。
真正的问题往往是:
焊膏流动失控。
回流焊时:
焊膏受热熔化。
如果:
- 排气不顺;
- 焊料流向异常;
- 焊盘润湿不均;
部分焊料不能进入通孔形成焊点。
另一部分则被挤压到焊盘外围。
于是就形成:
✔ 焊点内部缺锡;
✔ 周围散落锡珠。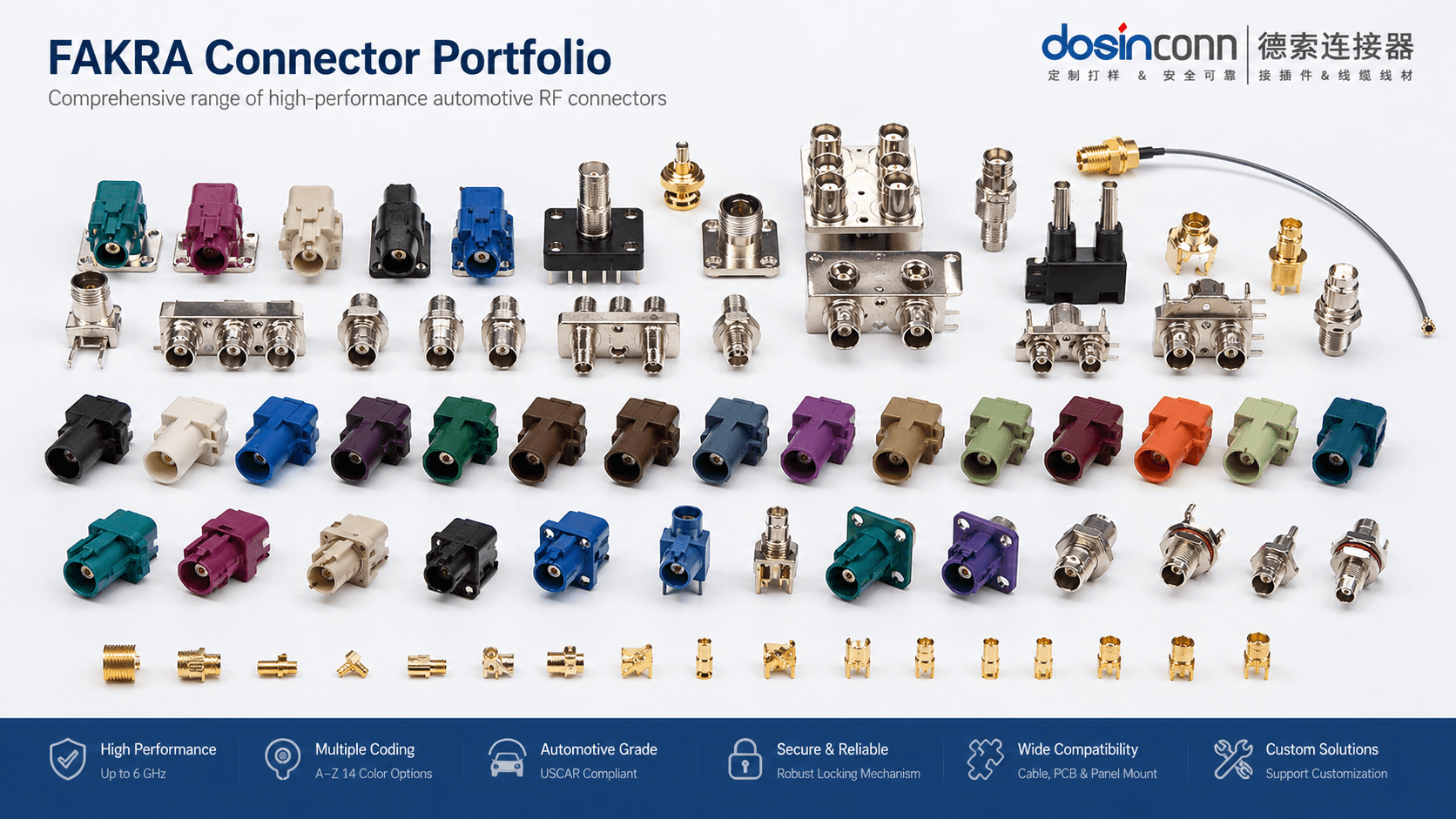
⚙️ 钢网开孔为什么这么关键?
钢网决定了:
焊膏:
- 放多少;
- 放在哪里;
- 怎样释放。
对于普通贴片器件:
影响可能有限。
但Fakra插座属于:
大焊盘+通孔固定结构。
焊膏稍微分布不合理:
都会影响最终填充效果。
📐 开孔越大越好吗?
很多工艺新人第一反应:
“少锡?
那钢网直接加大一点。”
结果:
焊点没变好。
锡珠却更多了。
原因就在于:
焊膏不是越多越好。
焊料过量后:
熔融过程中会被挤出焊盘。
最终形成:
- 飞锡;
- 锡珠;
- 桥连风险。
因此:
钢网开孔面积通常需要结合:
焊盘尺寸、
PCB厚度、
孔径、
连接器结构,
综合优化。
🕳 为什么还要做避孔设计?
很多Fakra插座安装孔附近:
还有:
- 定位孔;
- 塑胶本体;
- 金属外壳。
如果钢网直接整块开满。
焊膏熔化后:
容易流向这些区域。
于是:
锡珠就出现了。
因此很多成熟方案都会采用:
- 分区开孔;
- 局部减锡;
- 避孔窗口;
目的不是减少焊料。
而是:
让焊料流向正确的位置。
🔥 少锡不一定是钢网太小
实际项目中还有不少因素:
例如:
✔ PCB孔壁镀铜质量;
✔ 焊盘表面处理;
✔ 焊膏活性;
✔ 回流温度曲线;
✔ 元件贴装高度。
这些都会影响:
焊料能否顺利爬升。
所以:
看到少锡,
不要第一时间只改钢网。
应该先分析:
焊料到底去哪了。
🔬 如何找到最佳钢网方案?
成熟企业一般不会靠经验反复试。
而是:
建立DOE(设计实验)。
例如:
分别调整:
- 开孔比例;
- 钢网厚度;
- 避孔尺寸;
再结合:
- X-Ray观察填孔率;
- 金相切片;
- 拉力测试;
最终确定最优方案。
这样得到的钢网参数,
比单纯”放大一点”可靠得多。
📋 一个容易忽略的小细节
很多人关注:
钢网开孔。
却忽略:
钢网与焊盘的相对位置。
如果印刷偏移:
即使开孔设计正确,
也可能:
一侧少锡,
另一侧锡珠。
因此:
SPI(焊膏检测)同样重要。
💡 王工的一点经验
在德索连接器参与客户工艺优化时,经常发现:
很多焊接问题,
最终都不是连接器本身造成的。
而是:
PCB设计、
钢网设计、
回流工艺三者之间没有形成最佳匹配。
对于Fakra这类高可靠连接器来说,
真正稳定的焊接质量,不是依靠增加焊膏,而是依靠控制焊膏。
写在最后
Fakra插座通孔回流焊,看似只是一次焊接过程,实际上涉及PCB设计、钢网设计、焊膏印刷和回流工艺的协同优化。
少锡与锡珠同时出现,并不是巧合,而是焊料流动失衡发出的信号。
真正优秀的工艺,不是焊点最大,也不是焊膏最多,而是:
让每一克焊料,都流向它最应该去的位置。









