
Fakra接口回流焊后焊点里有气泡:空洞率对高频插入损耗的细微影响容易被忽略
✍️ 德索连接器 · 王工
前段时间,德索连接器在分析一批Fakra板端连接器焊接异常时,遇到一个比较隐蔽的问题。
客户反馈:
某款车载通信模块在常温测试时性能正常,但经过一段时间运行后,高速通信稳定性出现波动。
排查过程中发现:
Fakra接口本身没有明显损伤。
中心针接触正常。
通断测试也完全通过。
但使用X-Ray检查回流焊后的焊接区域时,却发现焊点内部存在明显气泡和空洞。
很多工程师看到这种情况,第一反应是:
“只要焊点没有开裂,几个气泡应该不会影响信号吧?”
但对于高频连接器来说,焊点并不只是机械固定结构。
它同时也是射频传输路径的一部分。
一个看似微小的空洞,可能不会马上导致失效,却会慢慢影响:
- 阻抗连续性;
- 插入损耗;
- 回波损耗;
- 长期可靠性。
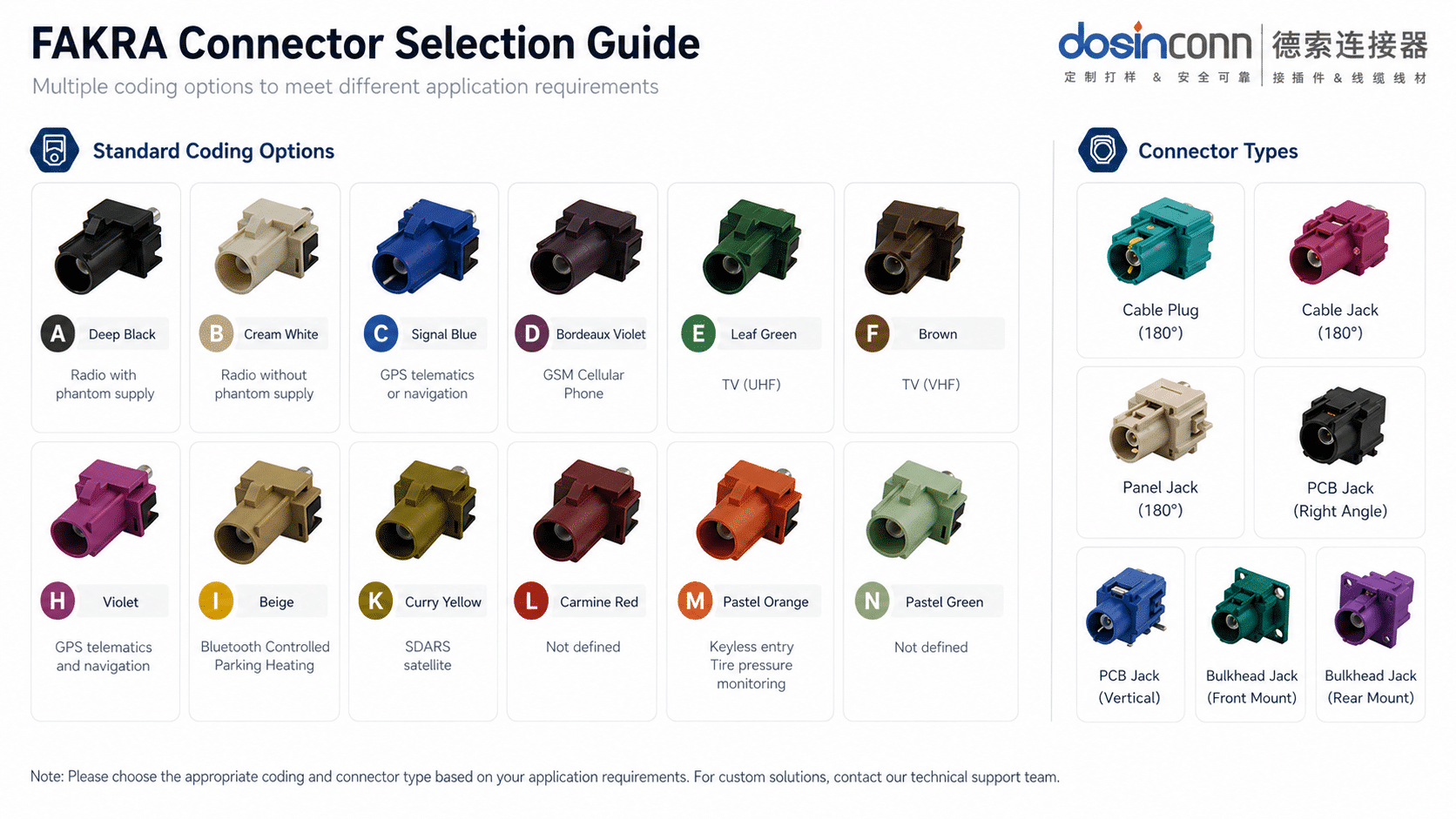
🔍 一、Fakra回流焊焊点为什么会出现气泡?
Fakra板端连接器通常通过SMT工艺焊接到PCB上。
正常回流焊流程:
锡膏印刷
↓
元件贴装
↓
预热
↓
回流熔融
↓
冷却形成焊点理论上:
焊锡应该形成连续、致密的连接层。
但实际生产中:
可能因为各种因素产生空洞。
常见原因包括:
① 助焊剂挥发不充分
锡膏中含有助焊剂。
回流过程中:
助焊剂需要挥发。
如果升温曲线不合理:
气体来不及逸出。
最终被困在焊点内部。
形成:
空洞。
② 钢网开孔设计不合理
Fakra连接器金属引脚面积较大。
如果锡膏量:
过多或过少。
都会影响焊接质量。
锡膏太多:
容易产生:
- 锡珠;
- 气泡;
- 焊锡塌陷。
锡膏不足:
容易导致:
- 焊接强度下降;
- 局部空洞增加。
③ PCB焊盘或器件受潮
如果材料吸收水汽:
回流高温时:
水汽快速释放。
也可能形成内部空洞。
📡 二、为什么焊点空洞会影响高频性能?
很多人认为:
焊点只是“固定零件”。
实际上:
对于Fakra这类射频连接器,
焊接区域也是传输结构的一部分。
射频信号传输要求:
中心导体、
介质、
接地回路,
保持稳定关系。
当焊点内部出现空洞:
局部介质环境发生变化。
原本连续的导电路径:
出现不均匀区域。
结果可能导致:
① 阻抗轻微变化
Fakra系统通常要求:
50Ω阻抗匹配。
焊接区域的不连续:
可能产生:
阻抗突变。
② 插入损耗增加
信号经过异常区域时:
部分能量反射。
导致:
有效传输功率下降。
③ 回波损耗恶化
尤其在:
高频应用场景。
小尺寸结构变化,
影响会更加明显。
📉 三、空洞率达到多少才需要关注?
这是很多工程师关心的问题。
实际上:
不能简单说:
“有空洞就是不合格。”
需要结合:
- 空洞位置;
- 空洞面积;
- 信号频率;
- 结构设计。
例如:
普通低频焊点:
少量内部空洞可能影响有限。
但Fakra射频接口:
如果空洞位于:
- 高频信号回路附近;
- 接地焊接区域;
- 阻抗敏感位置;
影响可能明显增加。
尤其是:
多个小空洞叠加。
可能造成:
批次性能离散。
🔬 四、为什么这种问题很难在普通测试中发现?
因为常规测试通常包括:
✔ 通断测试;
✔ 外观检查;
✔ 基本功能测试。
这些只能证明:
“现在还能工作。”
但射频性能测试关注:
- S参数;
- 插入损耗;
- 回波损耗;
- 相位一致性。
很多焊点问题:
不会立即让产品失效。
而是:
慢慢降低系统余量。
这也是为什么一些产品:
实验室测试通过。
量产后却出现:
偶发通信异常。
🧪 五、如何检测Fakra焊接空洞?
① X-Ray检测
这是最直观的方法。
可以观察:
- 空洞数量;
- 空洞位置;
- 面积比例。
② 高频参数测试
通过VNA测试:
比较焊接前后:
- 插损变化;
- 回波损耗变化。
③ 截面分析
对于异常样品:
可以切片观察:
- 焊层结构;
- 气泡分布;
- 焊接界面。
④ 工艺监控
重点控制:
- 回流曲线;
- 锡膏状态;
- 钢网设计;
- PCB湿度。
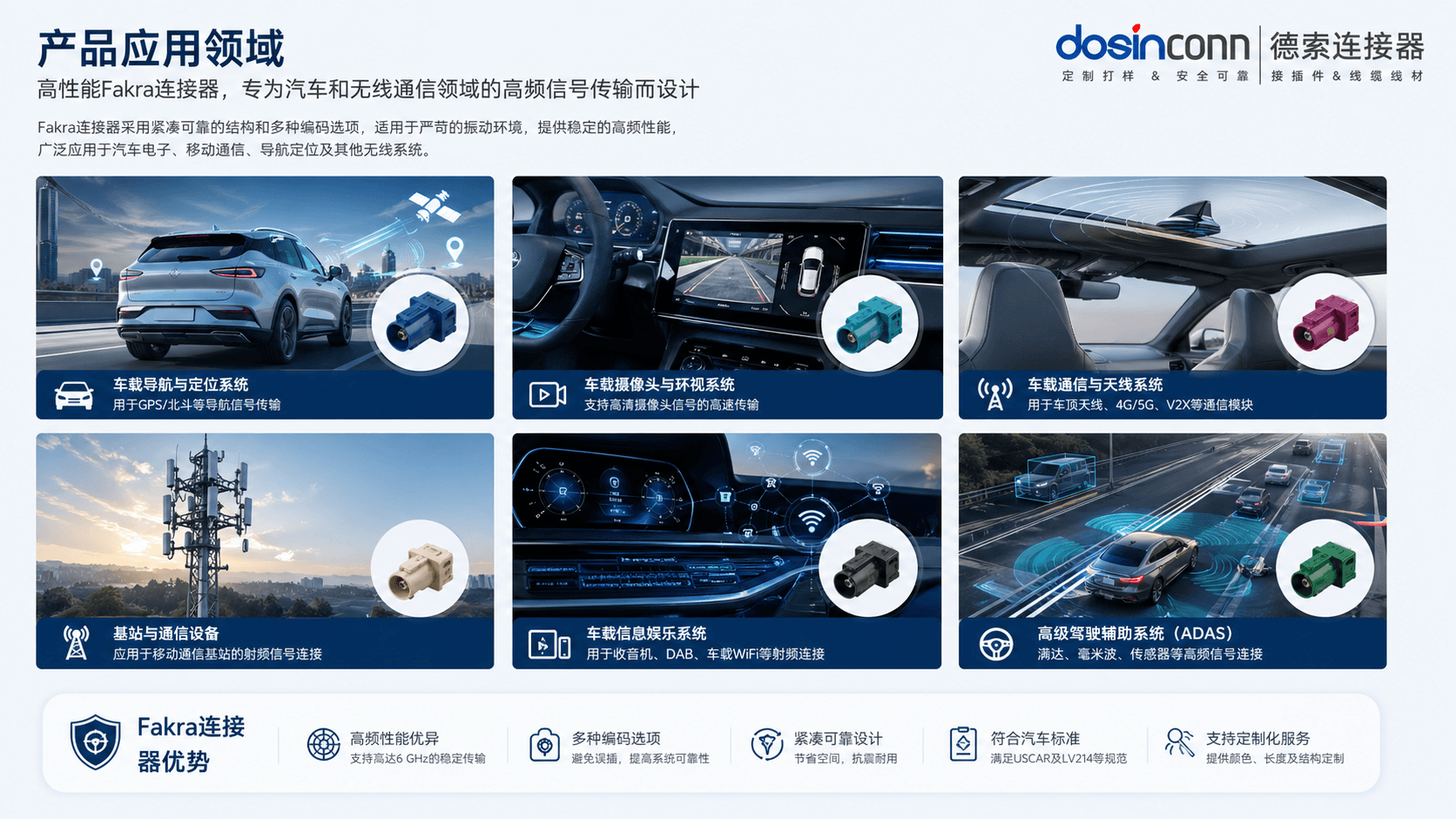
🏭 六、为什么车载Fakra更不能忽略焊接质量?
汽车环境中:
连接器需要长期面对:
- 温度循环;
- 振动;
- 湿热;
- 电磁干扰。
一个初期影响很小的焊点空洞,
经过多年热循环后:
可能进一步扩大。
最终导致:
- 焊接疲劳;
- 接触阻抗变化;
- 射频性能下降。

💡 王工的一点经验
在德索连接器参与Fakra连接方案验证时,我们发现:
很多客户关注连接器本体的频率指标,却容易忽略连接器安装后的整体表现。
实际上,一个Fakra接口的可靠性,不只是由连接器决定。
PCB焊接工艺、焊点质量以及装配过程,同样会影响最终射频性能。
一个肉眼看不到的小气泡,也可能成为多年后系统不稳定的起点。
写在最后
Fakra接口回流焊后的焊点空洞,并不一定意味着产品马上失效。
但对于高频连接系统来说:
任何影响阻抗连续性的因素,都值得被重视。
真正可靠的Fakra应用,不只是要求连接器本身性能优秀,更需要保证:
从连接器、
到焊点、
再到整机系统,
每一个环节都保持稳定。
因为射频系统中,最难发现的问题,往往不是完全断开,而是:
性能在长期使用中一点点被消耗,却没人意识到它正在发生。








