
Fakra线束加工超声波焊接为什么成了主流?扩散焊太贵、高频焊太热,只有它兼具经济与可靠
✍️ 德索连接器 · 王工
这几年做 Fakra 线束的人。
应该能明显感觉到一个变化:
👉 超声波焊接越来越普遍。
尤其:
- 车载高速线束
- 摄像头链路
- 智能座舱
- 高频同轴组件
很多新项目里。
超声波工艺已经开始逐渐替代传统方案。
于是很多人会觉得:
👉 “是不是因为它更先进?”
但这些年德索连接器在分析大量车载线束工艺后。
我越来越明显感受到:
超声波焊接之所以越来越主流。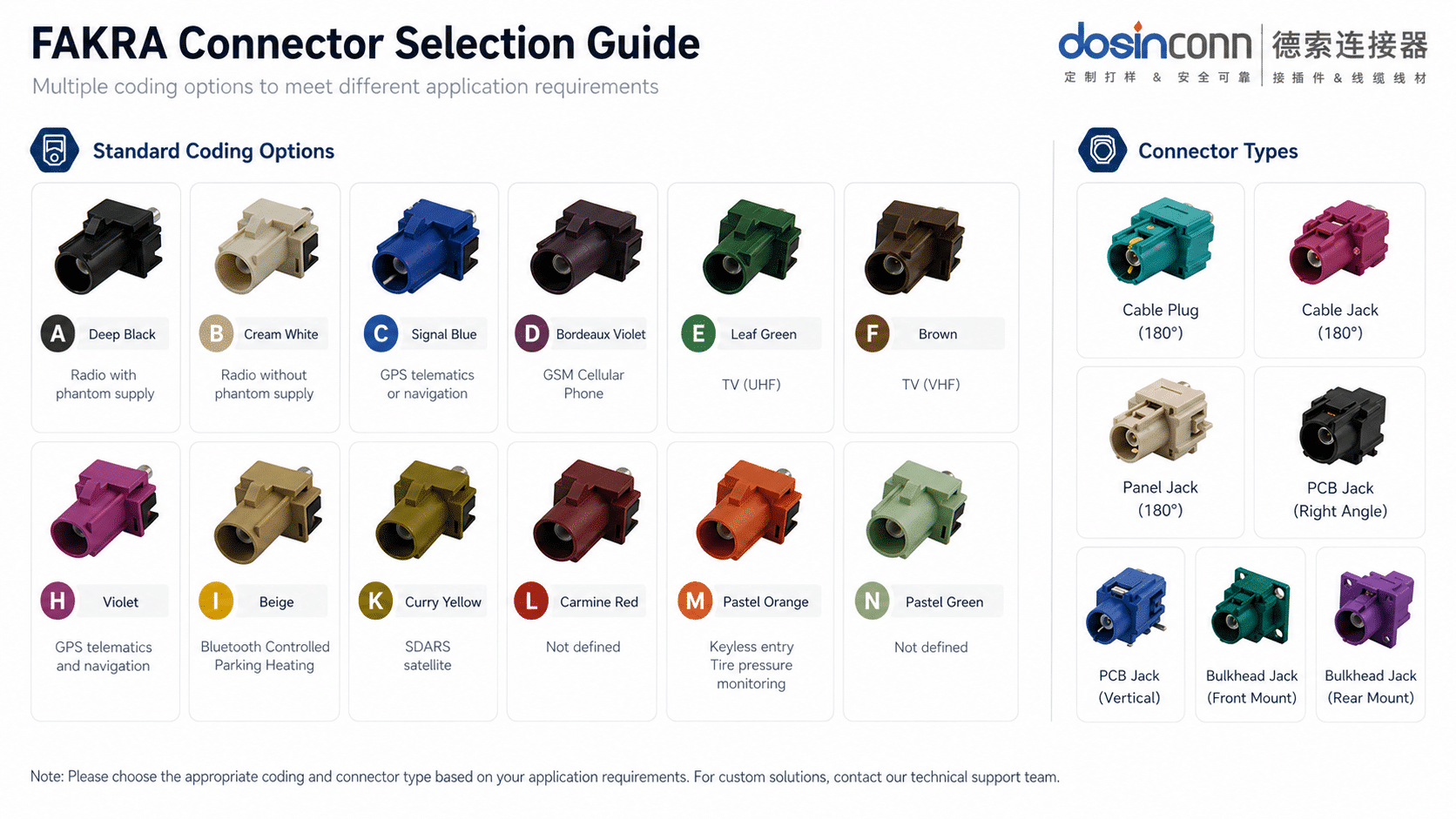
很多时候并不是:
👉 它有多完美。
而是:
👉 其它工艺在现代高速车载场景里,问题开始越来越明显。
为什么Fakra线束的焊接越来越难?
因为现在车载链路已经变了。
过去:
- 低速视频
- 普通射频
- 简单信号传输
很多工艺还能“凑合”。
但如今:
- 4K/8K摄像头
- 高速SerDes
- 高频同轴链路
- 自动驾驶感知系统
对连接一致性的要求。
已经完全不是一个等级。
一个很多人忽略的问题:Fakra最怕“热损伤”
因为同轴结构本身特别敏感。
尤其:
- 发泡介质
- 同轴间距
- 屏蔽结构
- 阻抗连续性
只要热量控制不好:
👉 高频结构就可能发生漂移。
为什么传统高频焊开始越来越“吃力”?
因为它本质上还是:
👉 热熔接。
也就是说:
局部需要大量热输入。
问题就在于:
Fakra 高频同轴线本身。
又特别怕热。
德索连接器实验室之前拆过一些异常线束
特别明显的一点就是:
👉 高频焊区域附近介质已经轻微塌陷。
低频还能工作。
但高速下:
驻波已经开始恶化。
为什么热量会影响射频性能?
因为同轴结构真正关键的是:
👉 阻抗连续性。
如果加热后:
- 介质变形
- 同轴偏心
- 屏蔽层位移
高频信号就会开始:
👉 在接口处反复反射。
那扩散焊为什么没成为主流?
因为它确实很好。
甚至很多指标非常优秀。
尤其:
- 接触稳定性
- 金属结合强度
- 长期可靠性
都很强。
但问题也特别现实:
👉 太贵。
而且:
- 工艺窗口窄
- 设备成本高
- 节拍慢
- 自动化难度高
对于大批量车载线束来说。
压力非常大。
一个特别现实的问题:汽车行业最怕“好但贵”
因为车载线束:
很多时候是:
👉 百万级出货。
哪怕单件只增加一点成本。
整体都会非常夸张。
所以超声波焊接为什么突然变成“平衡点”?
因为它刚好卡在一个特别微妙的位置:
👉 热量没那么大。
👉 成本没那么高。
👉 自动化又容易。
于是它开始越来越适合现代 Fakra 线束。
超声波焊接本质上是什么?
简单说:
👉 高频机械振动。
它通过超声振动:
让金属局部摩擦。
最终形成连接。
而不是传统意义上的“大面积加热”。
为什么这对Fakra特别重要?
因为这样:
👉 热影响区会明显更小。
于是:
- 发泡介质不容易塌
- 同轴结构更稳定
- 屏蔽层损伤更少
高频一致性更容易控制。
德索连接器实验室之前做过工艺对比
特别明显的一点就是:
👉 超声波焊后的阻抗一致性通常更稳定。
尤其高速链路里:
回波损耗表现会更好。
一个很多人没意识到的问题:超声波焊还特别适合自动化
因为现代车载线束。
越来越强调:
- 大批量
- 一致性
- 自动化节拍
而超声波焊:
- 速度快
- 参数可控
- 在线监测容易
特别适合产线自动化。
为什么现在越来越强调“过程监控”?
因为高速 Fakra 真正怕的。
不是:
👉 完全焊不上。
而是:
👉 看着焊好了,实际上内部连接已经漂了。
尤其:
- 虚焊
- 微裂纹
- 接触不均匀
都会影响高频性能。
超声波焊为什么更容易做质量追溯?
因为它很多参数都能数字化:
- 焊接能量
- 时间
- 振幅
- 压力
于是更容易:
👉 在线监控一致性。
一个特别反直觉的问题:现代Fakra拼的已经不是“导通”
很多人还停留在:
👉 “焊住就行。”
但如今高速车载链路真正拼的是:
- 高频连续性
- 阻抗稳定性
- 长期疲劳可靠性
- 微观接触一致性
谁控制得更稳。
德索连接器现在看到的行业变化是什么?
过去 Fakra 工艺拼的是:
👉 能不能生产。
现在真正开始拼的。
已经变成:
- 高频一致性
- 自动化稳定性
- 长期可靠性
- 批次波动控制
谁更适合高速车载时代。
写在最后
Fakra 线束加工为什么越来越偏向超声波焊接。
很多时候并不是因为它“最先进”。
这些年德索连接器在分析大量车载高速线束后越来越明显感受到:
真正关键的。
其实是:
👉 它刚好找到了高频性能、热影响、自动化和成本之间的那个平衡点。
因为现代车载高速链路最怕的。
从来不是“焊不上”。
而是:
👉 那种前期能工作,后期却因为热损伤、结构漂移和一致性失控而慢慢恶化的隐性问题。

")







